
源头工厂 质量保证 贴心服务
生产制造各类非标金属切削刀具
单向节流阀压铸铝合金夹具解决方案
2023-02-15 11:54
调速阀压铸铝合金工装夹具解决方法
油缸回退速率控制策略
实际工作状况:A进液时油缸回退,B冒油。当要减少油缸回退的平均速度是该减少A进油口的截面或是减少B的截面呢?8个油缸,必须其中两个慢一点。
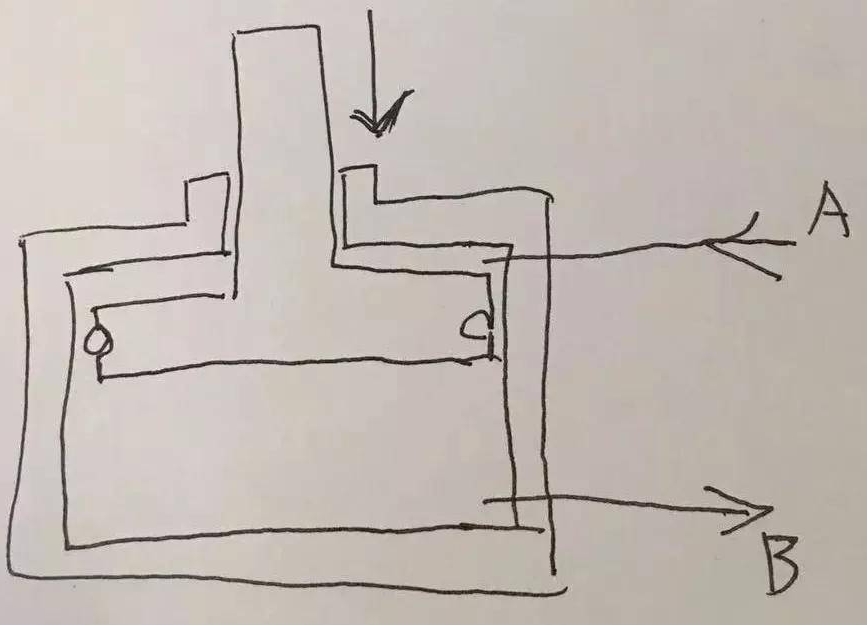
图1
解决方法
A:改直径能解决 并且改A和改B区别并不大,都可以做到。不过要注意几个问题:
1.不太好操纵慢是多少力度。能否实现你最理想的预期值。
2.回退减缓的前提下,压射就会变慢,无论改A或是改B。需考虑是否会影响加工高效率。
B:如下图2、3,好装不太好拆,提议套上去一个开小圆孔的梢。
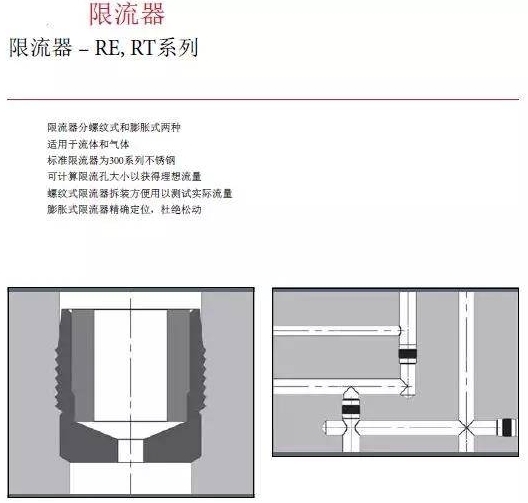
图2

图3
焊丝喷焊刀头强烈推荐
实际工作状况:现阶段六个刀头,前行了不上二百mm。

图4
解决方法
A:用打磨机磨一圈检测,并没有焊疤就行加工得多。
B:首先用沙轮片磨,磨掉表层电焊焊接氧化层。
C:能够淬火,就非常简单。可以考虑用电焊焊接A3厚钢板使用的焊丝,锻打件基本上会用这类电焊焊接,适宜修复商品,其他焊丝正中间焊芯全是钢丝的,不大好加工。
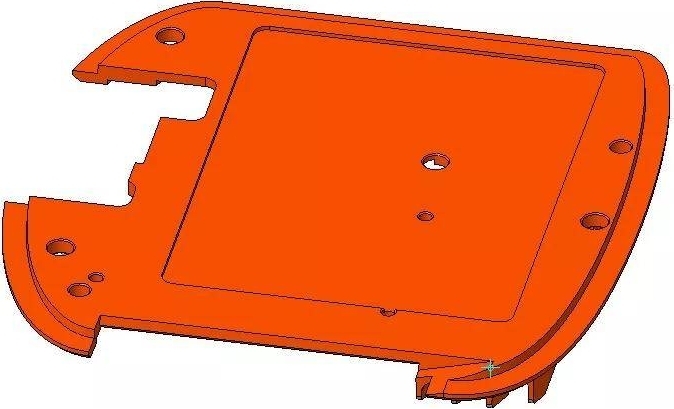
压铸铝合金工装夹具计划方案
实际工作状况分四道工艺流程加工:内容是橘色标志面,原材料压铸铝合金ADC12,外观尺寸为:45*45*15mm,均值厚度1.2mm,加工后超薄0.45mm。
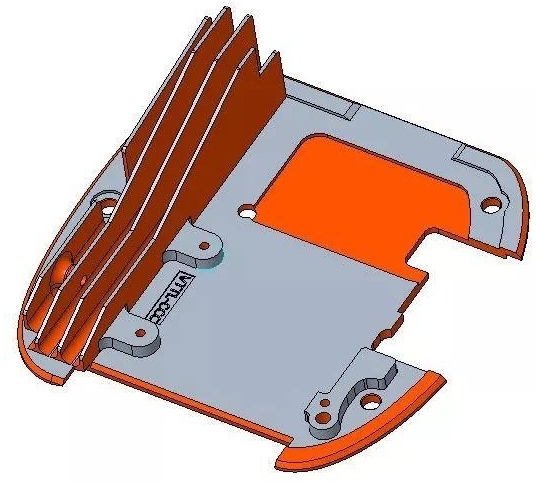
图5
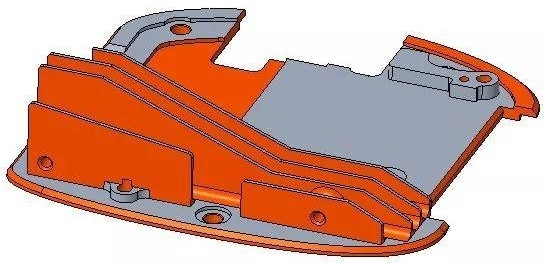
图6
之上由“一往冇前”实战经验汇总并得以解决。
姓名*
*邮箱
电话
内容
