
源头工厂 质量保证 贴心服务
生产制造各类非标金属切削刀具
开粗用数控CNC玉米侧铣刀杆刀盘
2023-05-25 15:23
开粗用数控CNC玉米侧铣刀杆刀盘制造工艺加工过程,选用42CrMO材质,调质到HRC38~40度,粗车留量进行调质处理,精车后上四轴加工中心,所有刀位槽设计时按四轴摆角度可加工,在刀片安装面使用侧刃加工,避空位底刃加工,表面发黑处理。切削效果佳。专用设备使用,主轴刚性经过加强。

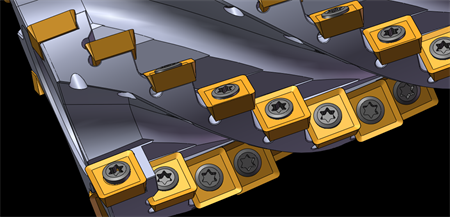
开粗用数控CNC玉米侧铣刀杆刀盘设计五个螺旋槽,安装60片刀片工艺,上对刀仪检测,径向跳动刃口位置保证在0.02以内。在设计刀位槽时,基准面用来控制刀片安装角度,在对齐刀片时,要做螺旋线来对齐刀片的两个尖部,这样能保证刀片横刃跳动,从而减少整体切削时的噪音和震动,整体制造工艺加工过程严格按照相关国际要求设计。
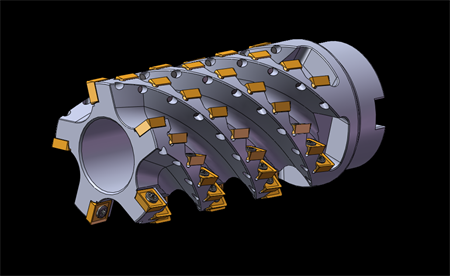
开粗用数控CNC玉米侧铣刀杆刀盘制造经过淬火处理后刀体刚性强,有效保证刀体切削时的刚性及稳定性。
姓名*
*邮箱
电话
内容
